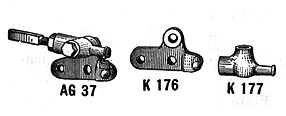
Now the fun begins, fabricating a trip swivel (K177) out of steel round stock. Since the part has several odd shapes to it, a series of lathe and mill setups are used to cut each one. The trick is to think ahead to how the part will be held in the machines during each consecutive step.