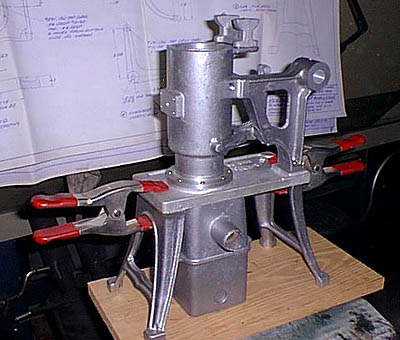
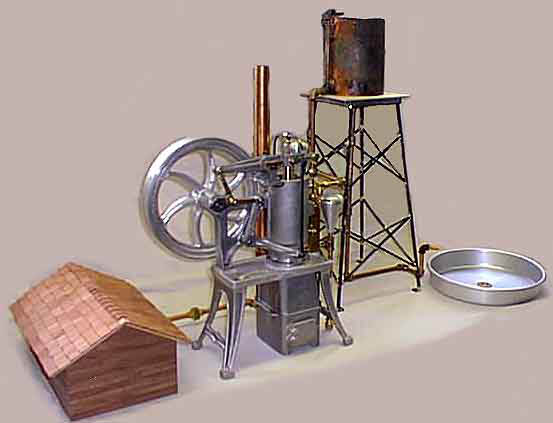
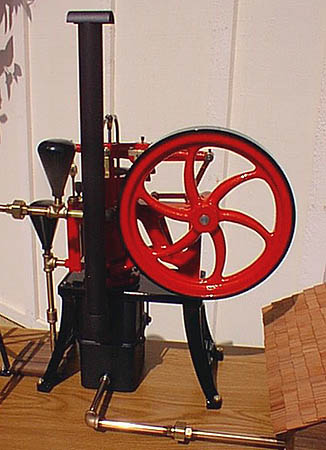
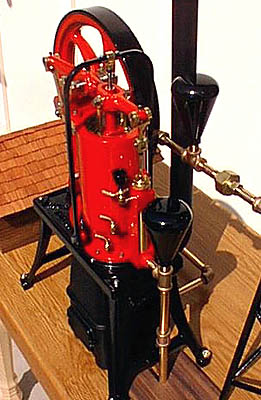
In order to display the model running, it’s necessary to have both water and fuel, in this case propane, as part of the display. The propane supply will be generally hidden from view, but the water will not only serve it’s purpose of cooling the engine, but will also show, in miniature, how the engine was originally used. For this display, a representation of a water tower and water trough are used. With two reservoirs of water and lots of pipe, it not only makes the display interesting, but also dissipates some of the heat from the engine. Here the display is roughed together to allow measurements to be taken.