The Waterloo Boy Restoration Project
Phase 3 – Dec. 15, ’97 to Dec. 21, ’97

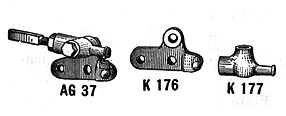
After much comparing of pictures and measurements, a rough cutout of the ignitor trip bracket (K176) is cut out of stock. The appropriate holes are drilled and tapped and the edge of the part is finished by hand with a rotory file to resemble a casting. More machining is needed….

Once a relief cut was made and the hand grinding completed, the finished trip bracket is put into place.

Now the fun begins, fabricating a trip swivel (K177) out of steel round stock. Since the part has several odd shapes to it, a series of lathe and mill setups are used to cut each one. The trick is to think ahead to how the part will be held in the machines during each consecutive step.


Since the part generally has only two critical dimensions, most of the work is purely cosmetic. As much of the excess material as possible is removed by the mill and lathe to cut down on grinding time.

With only the final grinding needed, the part is installed for final measurements. The ignitor trip rod is ready to be fabricated at this point and will be final fitted later.


With only the final grinding needed, the part is installed for final measurements. The ignitor trip rod is ready to be fabricated at this point and will be final fitted later.

Next