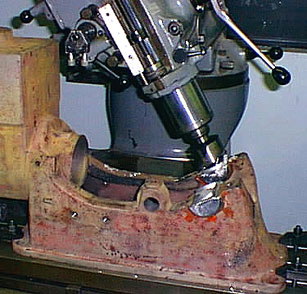
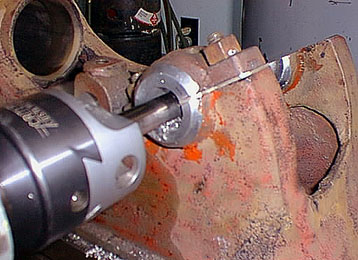
Back in the mill, zeroed with the cylinder bore, the main bearings are surfaced to take the re-babbitted main caps and shim stock. Again, the casting of this block is so bad that some of the rough babbitt from the pour did not clean up, though, nothing is really bothered by it. The right main bearing (off cam side) mount was almost a 1/4″ lower and canted compared to the left side. The two are much closer now, though still not exactly the same.